Análisis de la tecnología de corte láser: Principios básicos, escenarios de aplicación y directrices para operaciones estandarizadas
Tiempo de liberación:2025-09-17
Visitas:665
Análisis de
corte láserTecnología: Principios básicos, escenarios de aplicación y directrices para operaciones estandarizadas
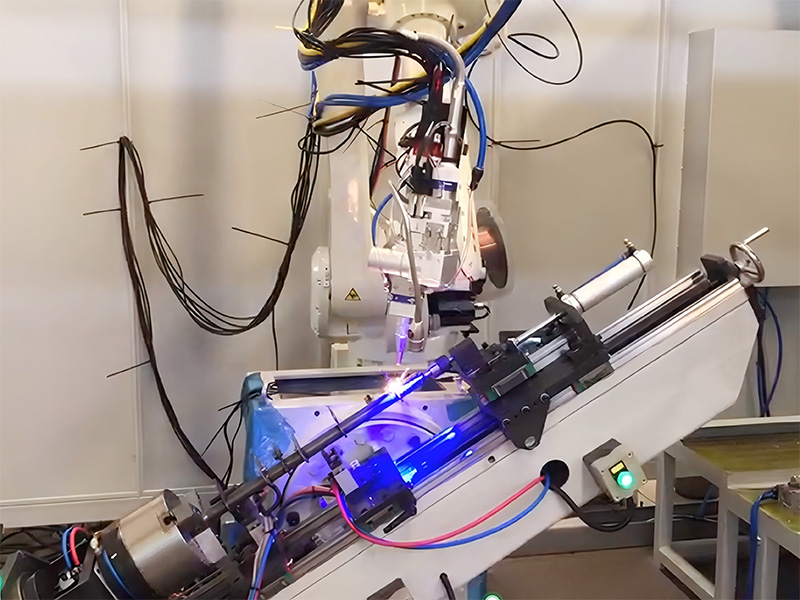
La tecnología de corte láser, con su alta precisión, alta eficiencia y adaptabilidad a diversos materiales, se ha convertido en uno de los procesos centrales en la fabricación moderna. Logra la fusión rápida o la vaporización de materiales a través de un haz láser de alta densidad energética y, en combinación con un sistema de control numérico, logra el corte preciso de patrones complejos. Este artículo analizará sistemáticamente sus principios técnicos, campos de aplicación y puntos clave de operaciones estandarizadas para ayudar a los usuarios a dominar de manera integral este método de procesamiento avanzado.
I. Principios técnicos y componentes básicos
1. Sistema de generación de energía
El láser, como fuente de energía central, genera un haz de luz altamente estable a través de un medio de excitación. Los generadores principales como los láseres de dióxido de carbono y fibra pueden cumplir con diferentes requisitos de escenario. Los equipos de tipo fibra son más adecuados para la producción industrial debido a su ventaja de relación energía-consumo.
2. dispositivo de enfoque de haz
Un grupo de lentes ópticas dedicado enfoca el haz original en un punto de luz de nivel de micrón. Después de que la densidad de energía se incremente cien veces, puede alcanzar la temperatura de evaporación del material. Combinado con gas auxiliar para soplar la escoria fundida, la calidad de la superficie de corte está garantizada.
3. Sistema de posicionamiento de control numérico
El sistema de control CNC convierte los archivos de diseño en instrucciones de coordenadas, accionando la cabeza de corte para lograr una precisión de posicionamiento repetitiva de ±0,1 mm. Es particularmente adecuado para escenarios de procesamiento de alta gama como moldes de automóviles y componentes electrónicos de precisión.
II. Escenarios de aplicación intersectoriales
1. Equipo de transporte
En la industria automotriz, esta tecnología se utiliza para procesar paneles de carrocería de automóviles y componentes del sistema de potencia, asegurando que el componente sea ligero mientras se mantiene la resistencia estructural. En el campo aeroespacial, se utilizan procesos láser especiales para procesar materiales estratégicos como aleaciones de titanio y materiales compuestos.
2. Instrumentos de ciencias de la vida
La industria médica utiliza cortes ultrafinos para fabricar implantes ortopédicos e instrumentos quirúrgicos mínimamente invasivos. La industria electrónica lo utiliza para la producción en masa de marcos de envasado de semiconductores y carcasas de sensores de precisión.
3. Componentes de construcción inteligentes
La eficiencia de procesamiento de los paneles decorativos de pared cortina y los conectores de estructura de acero es de 3 a 5 veces mayor que la de los procesos tradicionales, y el error de construcción de formas huecas complejas se puede controlar dentro de 0,5 mm.
III. Selección del equipo y especificaciones de funcionamiento
1. Criterios de selección del equipo
- Compatibilidad del espesor de procesamiento: El equipo a nivel de 30W es adecuado para cortar acrílico por debajo de 5 mm, y una máquina láser de fibra de 6 kW puede procesar acero al carbono de hasta 25 mm de espesor.
- Evaluación de la eficiencia de producción: Un dispositivo de 1500W puede cortar acero inoxidable de 1mm a una velocidad de hasta 35m/min, con una capacidad de producción 40% superior a la de una máquina de 1000W.
- Consideración de los costos de mantenimiento: Un sistema de trayectoria óptica cerrada puede reducir la tasa de contaminación de las lentes, reduciendo el costo anual de mantenimiento en aproximadamente un 30%.
2. Procedimientos de operación estandarizados
Etapa de preparación:
- Realizar una inspección completa del sistema de refrigeración de agua, tuberías de suministro de gas y conexiones de circuito.
- Establecer la posición focal según las propiedades del material. Para materiales metálicos, se recomienda el modo de enfoque positivo.
- Equipar con gafas de protección certificadas según las normas ANSI Z136 y ropa de trabajo resistente al fuego.
Etapa de procesamiento:
- Sistema de prueba previa: Para nuevos materiales, debe llevarse a cabo una prueba de verificación de parámetros de 10cm x 10cm.
- Monitorear continuamente la calidad de la superficie de corte. Al procesar acero inoxidable, asegúrese de que la pureza del nitrógeno alcance el 99,95%.
- En caso de emergencia, activar inmediatamente el dispositivo de parada de emergencia. Registre los códigos de falla para proporcionar una base para el mantenimiento posterior.
Control de seguridad:
- El área de operación debe estar equipada con un dispositivo de extinción automática de incendios de CO2 y un sistema de recogida de humo.
- Realizar una prueba de resistencia de aislamiento en el gabinete eléctrico mensualmente (valor estándar ≥10MΩ).
- Si el equipo funciona continuamente durante más de 8 horas, detenga la máquina para comprobar el estado de lubricación de los rieles de guía.
IV. Tendencias del desarrollo tecnológico
Con la integración de algoritmos de inteligencia artificial, los equipos de nueva generación pueden ajustar los parámetros de corte en tiempo real para compensar los errores de deformación térmica. La tecnología de corte colaborativo de doble haz romperá el cuello de botella de procesamiento de aleación de aluminio de 40 mm. Los operadores deben monitorear continuamente las tendencias de iteración del equipo y participar regularmente en cursos de capacitación en seguridad para mantener la vanguardia tecnológica.
Al comprender a fondo el mecanismo interno y los requisitos de operación estandarizados de la tecnología de corte láser, los usuarios pueden liberar plenamente el potencial del equipo y controlar eficazmente los costos de producción al tiempo que garantizan la calidad del procesamiento. Se recomienda que las empresas establezcan registros de salud del equipo y un sistema de evaluación de la calidad de corte de acuerdo con las normas ISO 9013 para mejorar continuamente el nivel del proceso de fabricación.